We are pleased to announce the successful completion of the testing of a new range of telescopic coil cutters, which we have developed with a focus on robust design, high operational reliability and safe handling even in harsh industrial environments.
The new range builds on our long-standing experience in coil handling and delivers a design solution for heavy-duty, long life and stable performance in everyday use. The development included thorough testing of the functionality, durability and behaviour of the equipment in real-life operating situations.
We have also placed great emphasis on modern safety features that contribute to greater operator protection, a secure grip on the load and overall safety of the handling process.
Successful testing is the next step for us to put a technically advanced and reliable coil handling solution into practice.


We have carried out a complete renovation of the segmented belt electromagnet. We started with a thorough diagnostic - visual inspection, wear measurement and inspection of critical areas to verify the current technical condition and safety of the equipment. This was followed by replacement of worn parts, surface protection treatment and complete replacement of electrical equipment including wiring, sensors and protective elements.
After installation, we performed functional and load tests, completed the necessary documentation, load marking and labels according to the applicable requirements. The customer thus received a refurbished electromagnet that meets current requirements for safety, reliability and operating load, without the need to purchase new equipment. The refurbishment also extended the life of the magnet and reduced future maintenance costs.


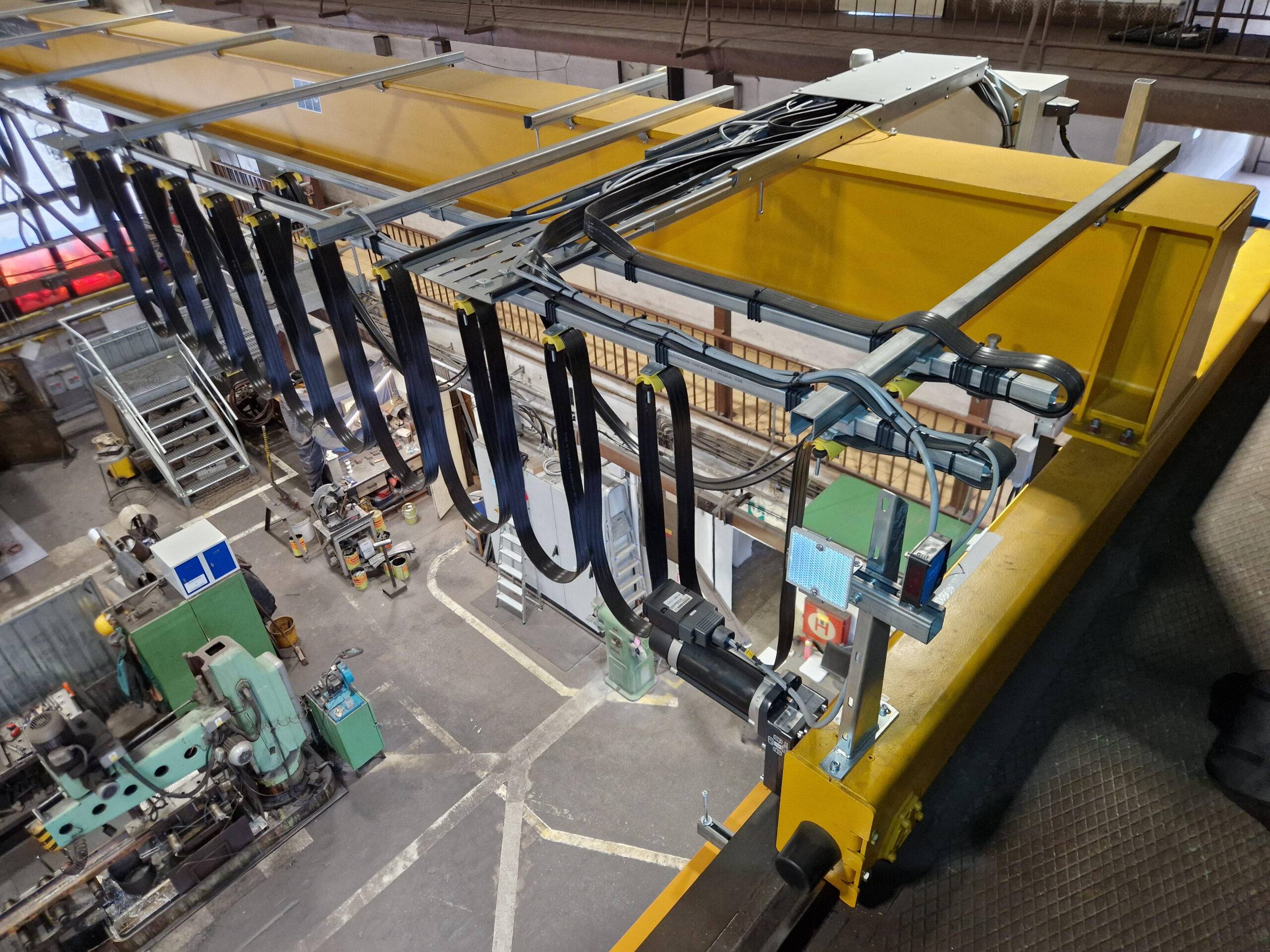
As part of the first handover this year, we delivered a steel structure equipped with four Eepos overhead cranes (250 kg) to the foundry. The solution is designed for handling cores in operation, where the fluidity of work, safe movement of loads and a clear workplace layout are crucial.
The implementation included not only the delivery and installation of the structure and cranes, but also the complete commissioning of the equipment. The handover included revisions and load tests so that the customer had verified functionality from the first moment and could use the equipment in normal operation without unnecessary delays.



As part of a project to modernise 12 bridge cranes, we started an extensive reconstruction of lifting equipment from the late 1980s, whose technical condition no longer met today's requirements for safety, reliability and operator comfort. We are gradually installing new crane cats with modern drives controlled by frequency converters, completely renewing the running groups of the bridges and the electrical installation - from switchboards with Siemens PLCs and LED lighting to safety systems, weighing of loads and radio control. The project also includes installation work, measurements, tests and inspections... work is ongoing and scheduled for completion in 2029.



We carried out regular revision and inspection inspections of lifting equipment, including a 2 t overhead crane, hoists with a capacity of 3,000 kg and 400 kg, a cross manipulator and 1,500 kg forks. Electrical inspection of all equipment was also included. The inspections were carried out by our certified inspection engineer and based on the results, full inspection reports were prepared and submitted confirming the safe and reliable condition of the equipment.
We delivered new crane cabins as a replacement for the original, technically unsatisfactory design in the Skanska Brno operation. The new cabs are designed for outdoor environments and meet all current requirements for safety, ergonomics and operator comfort. They are equipped with modern crane chairs, air conditioning, heating, LED lighting, new control consoles and safety equipment. Thanks to the materials and technical solutions used, they provide the operator with a significantly higher level of safety, comfort and efficiency at work.



We carried out a special technical assessment of three cranes according to ČSN ISO 12482 and ČSN 27 0142, aimed at determining their actual technical condition and residual service life. The work included an extraordinary electrical inspection, documentation check, detailed wear measurement of mechanical parts, gears and connections, ultrasonic NDT inspection of load-bearing parts and functional tests with load. On the basis of the results found, we established the conditions for further operation and prepared a report with the expert assessment of the inspection engineer.
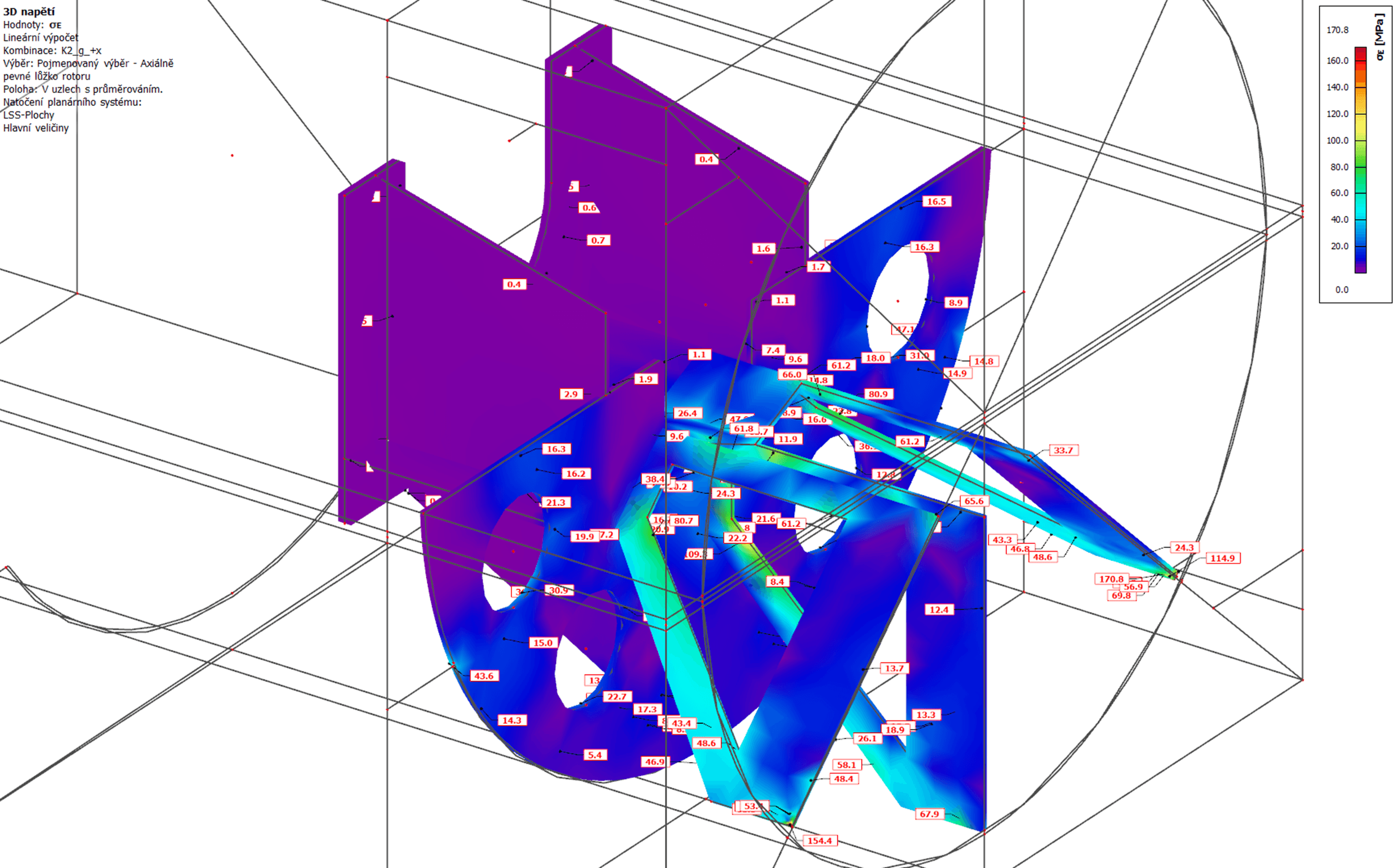
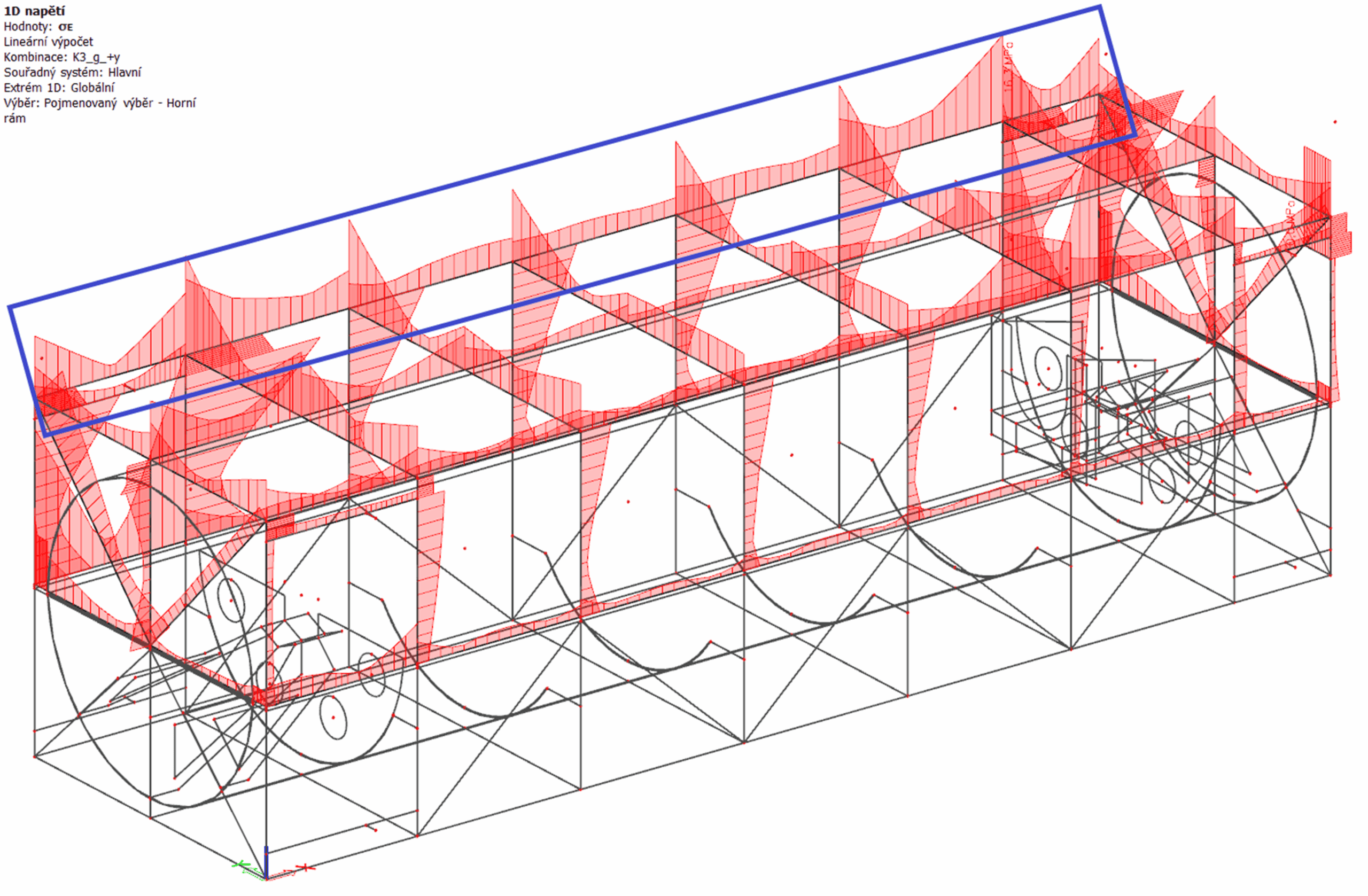
We prepared a static calculation of the container for the turbine rotor based on the documentation provided by the customer. The calculation takes into account all requirements for strength, stability and safety during handling and transport of the rotor.
We have completed the rectification of the crane track, which included the complete removal of the original rails and bases, demolition of the old concrete topping and subsequent installation of a new rail track 180 metres long. The delivery included new base rails, adjustable clamps for easy future adjustment and new concrete topping. After the installation was completed, the track was surveyed and a report issued by an authorised surveyor. The result is a precisely aligned and stable crane runway ready for safe and reliable operation.







We carried out a reconstruction of the electrical installation of a 16 t / 20 m overhead crane, which included the complete replacement of all electrical components, cabling, switchgear and cross cables. We equipped the crane with a new anti-collision system, overload device, limit switches and LED lighting under the bridge. The implementation also included an initial electrical inspection confirming full compliance with applicable standards. As part of the contract we also supplied a new crane cab designed for heavy industrial operation, designed with ergonomics, safety and operator comfort in mind. The new design provides crane operators with a modern, safe and comfortable working environment in line with current standards.



We completed the replacement of 720 metres of A100 rails on the crane track, including the complete dismantling of the original rails, installation of new rails and their welding according to the customer's requirements. The implementation included geodetic surveying before and after installation, alignment of the track to the exact position, installation of rectifiable clamps and flexible washers under the rails. The project also included all logistics, transport, accommodation of workers and provision of necessary equipment. The result is a precisely aligned, stable and reliable crane runway ready for long-term operation.
We carried out a repair of a 5t gantry jib crane, following a technical inspection in 2023 which revealed a number of defects. The first stage included the repair of the crane and cat's travel mechanisms, complete rewiring and replacement of the switchgear with new steelplate switchgear with modern controls and safety features. All running gear brakes including drum couplings were replaced, limit switches were added and the drives were retained using the existing resistors. The refurbishment has resulted in a significant increase in the safety, reliability and operational reliability of the equipment.



We carried out an extensive crane overhaul, which included complete technical preparation, structural modifications and commissioning of the equipment. As part of the project, we prepared drawings and electrical documentation, performed static calculations and designed safety measures. Subsequently, we carried out the dismantling of the original cab and wiring, modifications to the supporting structure, installation of a new platform, installation of a new switchboard and crossrail. After commissioning, complete testing, inspection and official tests were carried out.



We have carried out a complete refurbishment of the damaged coil cutters, bringing them up to new condition with full warranty. The repair included complete disassembly, blasting and thorough inspection of all parts. This was followed by the welding of surface defects, the manufacture of new pins and bushes, and the renewal of the paint system and safety markings. After reassembly and thorough lubrication of all lubrication points, the clamps were functionally tested and ready for further full operation.



We manufactured and delivered a new bridge crane with a capacity of 4 tons, including complete design and production documentation, static calculation and all revisions. The delivery also included a 35.9 m long power cable, assembly, transport and the issue of all prescribed documentation - CE declaration, operating instructions, lifting equipment logbook and quality certificate. The new crane has been successfully commissioned and fully complies with the applicable technical and safety standards.


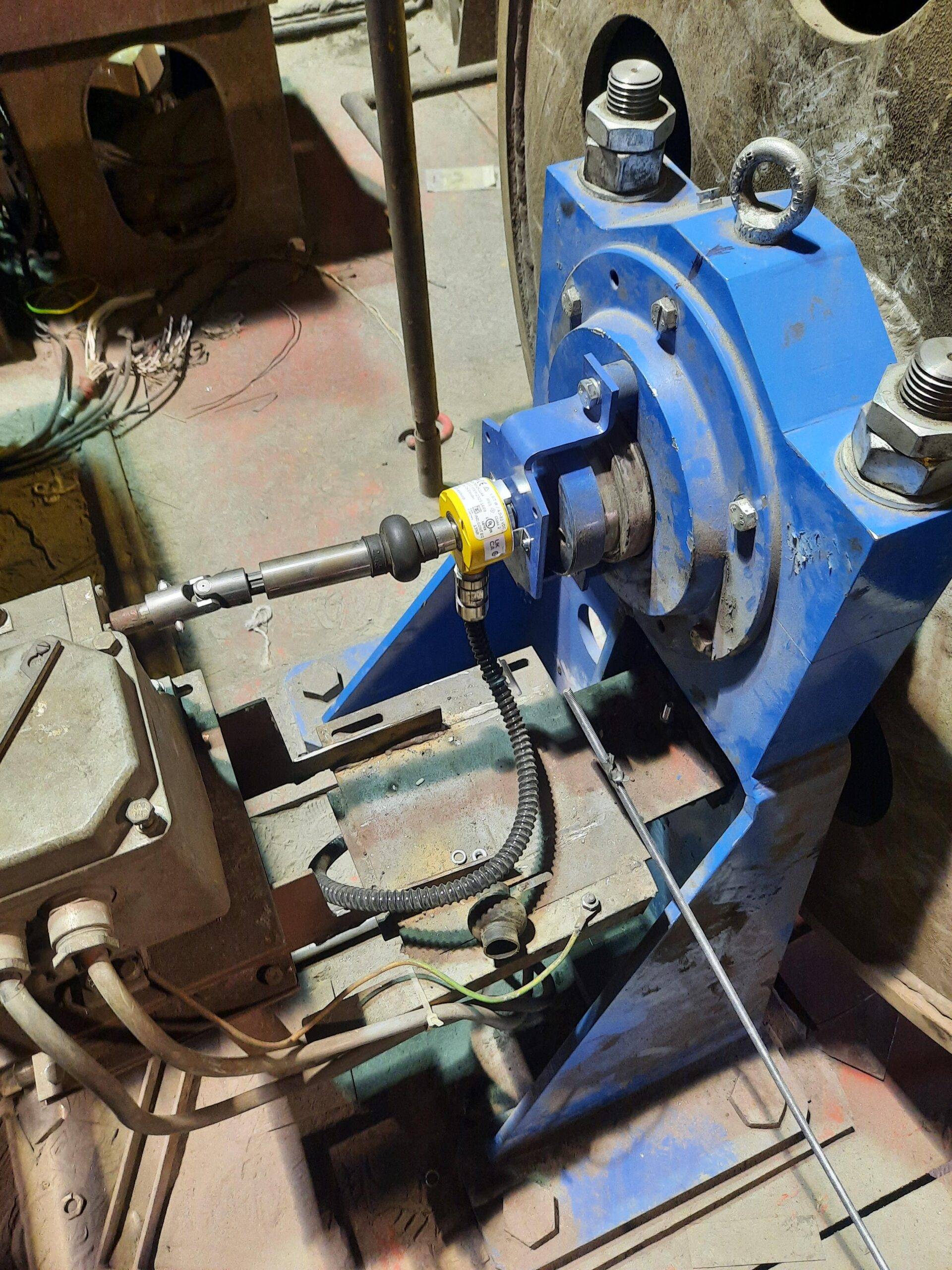
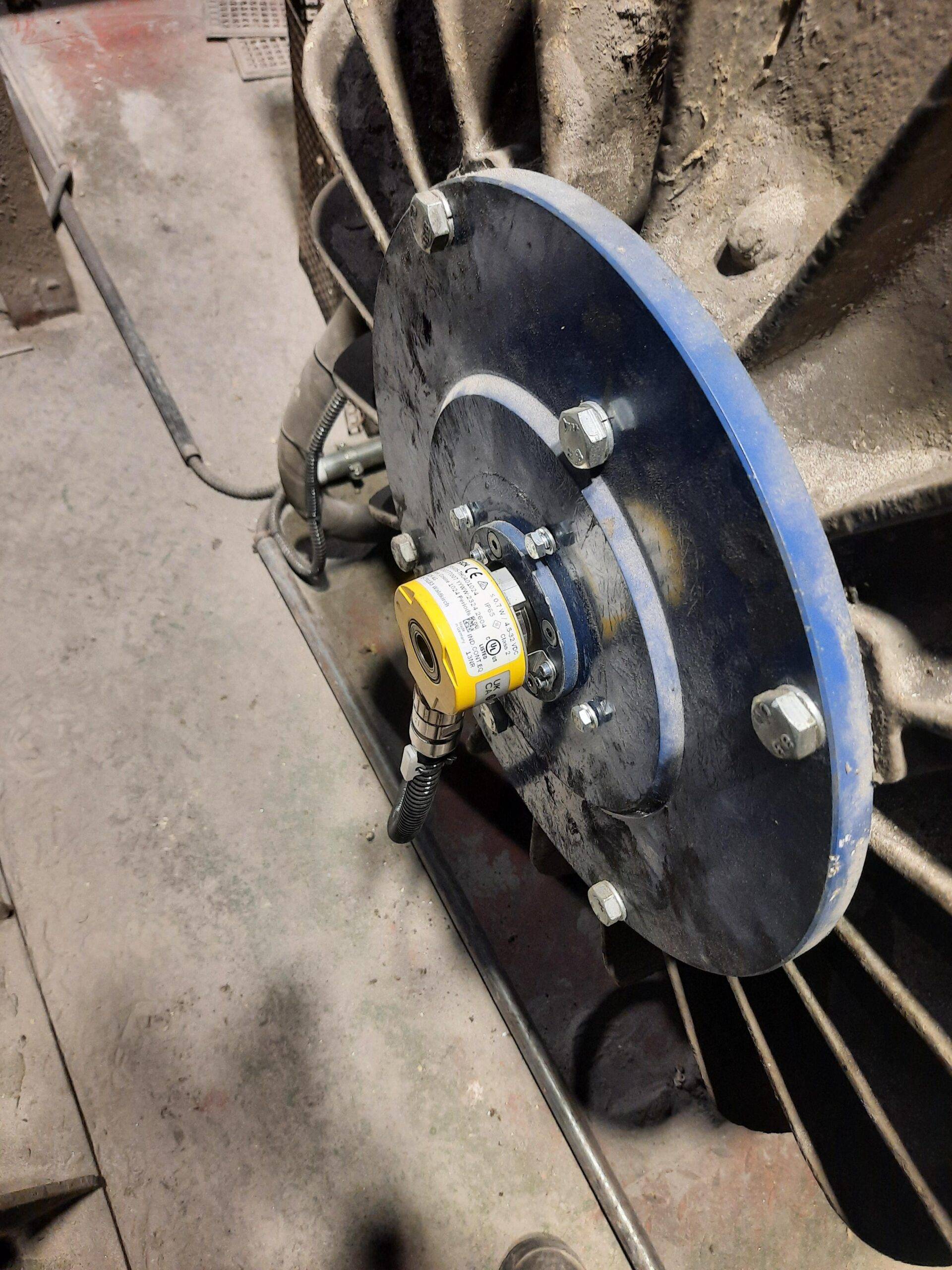
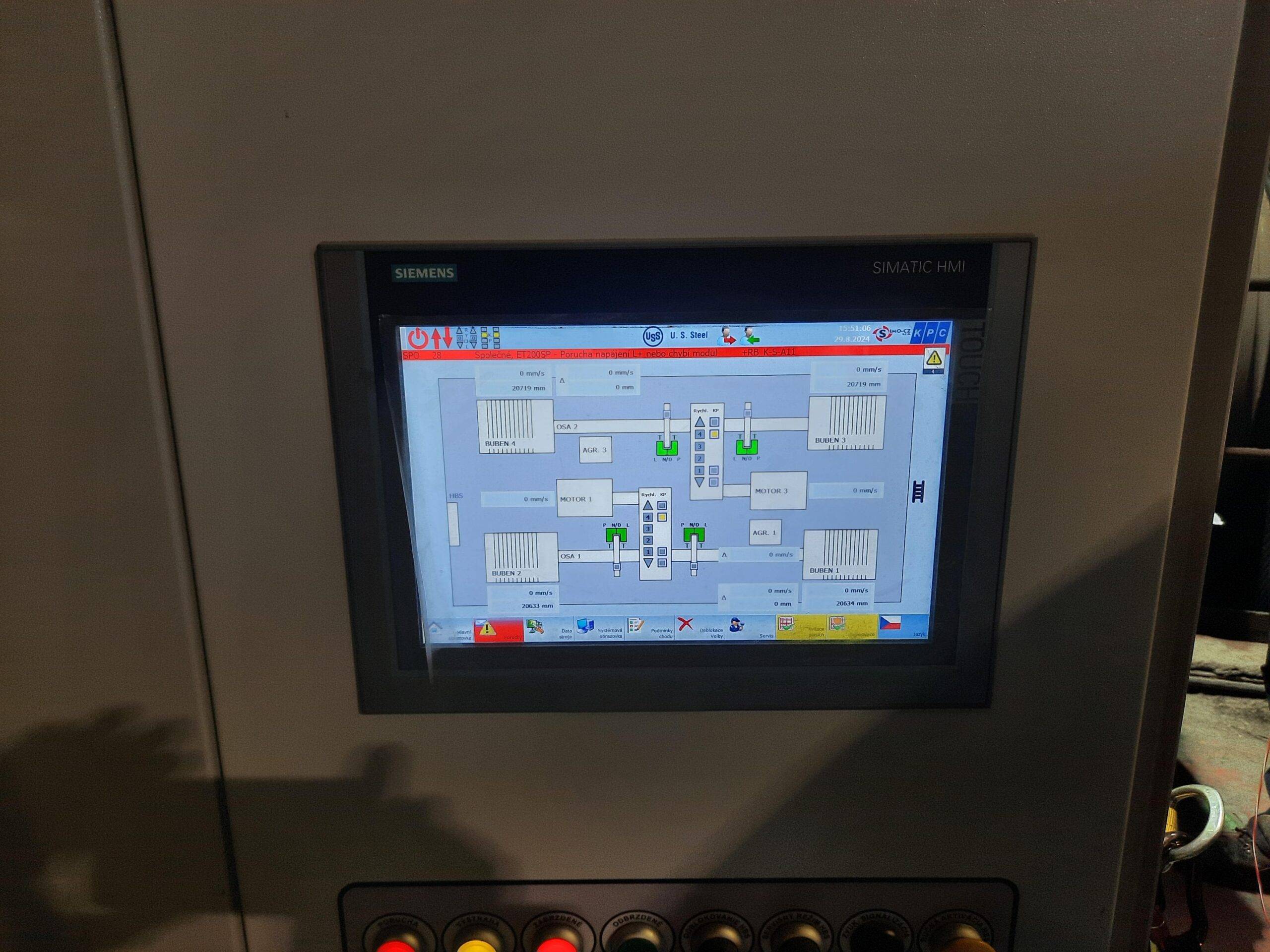
We completed the modernization of the emergency braking system of the casting bridge crane, which included a complete renewal of the control and electrical system as well as the addition of the necessary sensors and measuring elements. The newly installed system provides continuous diagnostics, back-up power supply and safe control of the brake circuits in accordance with current safety standards. The scope of delivery included the manufacture and assembly of all electrical components, development and implementation of the control software, preparation of technical documentation and carrying out revision and official tests. The modernization brought a significant increase in the level of safety, reliability and user comfort during the operation of the crane transporting liquid metal.

We manufactured and delivered a suspension platform designed primarily for maintenance and replacement of cameras and lighting. The design was tailored to the space constraints and safety requirements of the operation, with an emphasis on ease of handling, stability and safe use off the hook axis. The platform is made of steel with stainless steel elements, fitted with a non-slip floor, a protective canopy and a surface finish allowing decontamination. The delivery included complete design, manufacturing and legislative documentation including static calculation, certificates, CE declaration and operator training. The new equipment fully complies with the requirements of the relevant standards and ensures safe and comfortable working conditions for maintenance in demanding operations.

We prepared a technical assessment of the stacking bridge crane located in the central maintenance facility, the aim of which was to evaluate the technical condition, the possibility of modification and the proposal of further action. The assessment included a study of the documentation and relevant standards, a detailed inspection of the structure, machinery mechanisms, wiring and control system, supplemented by defect and thickness inspections of selected parts. On the basis of the findings, we prepared a technical report describing the condition of the equipment, the possibilities for modifications and the time and capacity requirements for implementation. The output also included an indicative quotation in three options and a recommendation for the most appropriate solution, taking into account the operational constraints of the metallurgical material storage facility.
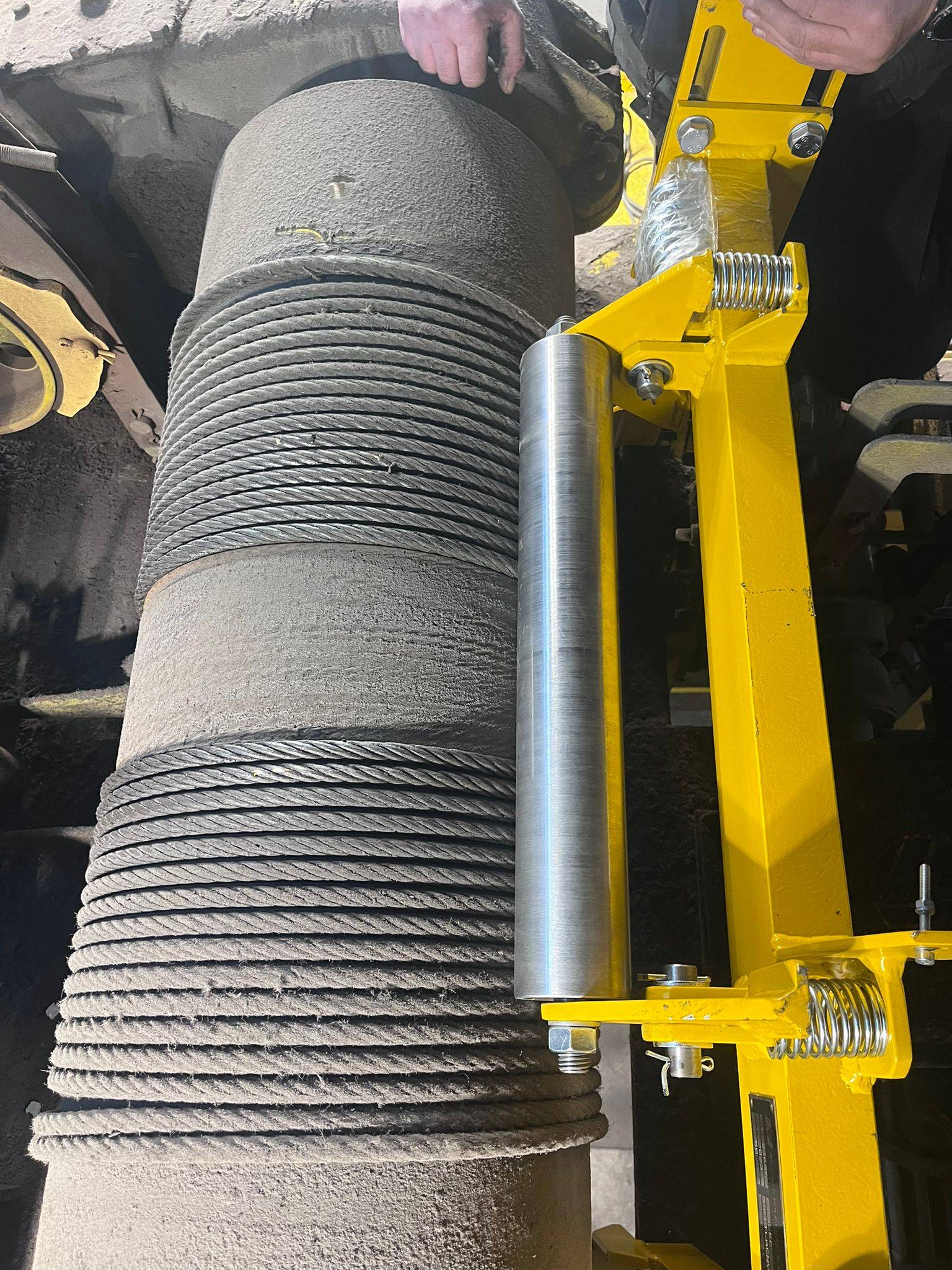
We have carried out a complete refurbishment of the cable drum including the toothed ring and modifications for use in the HBS system. The drum was taken to the workshops where it was thoroughly cleaned, blasted and then subjected to a non-destructive inspection focusing on exposed areas and welded joints. Based on the results, we determined the extent of the rework, made technological modifications to the body, fabricated new cable grooves and added unified grooves for use of the drum in multiple stroke positions. The refurbishment also included the repair of damaged pins, a complete overhaul of the paint system and preparation of accompanying documentation. The refurbished drum is now ready for continued safe and reliable operation.


We have delivered and installed a new radar system for measuring and monitoring traffic. The project included complete technical preparation - from the analysis of the existing situation, algorithm design and preparation of design and production documentation to the electrical design. We then supplied the radar sensors, all the necessary electrical components, manufactured and installed the support structures and mounted the equipment on the front sides of the tracked vehicles. Once the electrical and mechanical work was completed, the system was tested, commissioned and supplied with the required operating and maintenance manuals.


We supplied and installed a new column crane equipped with a matching hoist, designed for easy and safe handling in the operation. The implementation included installation on the spreader plate with anchoring, complete electrical wiring, commissioning and mechanical and electrical inspection. The customer received all accompanying documentation including manuals, certificates and declarations of conformity, and the operator was fully trained.

We have carried out a complete renovation of the draper, which we took to the workshops, disassembled into individual sub-assemblies and subjected to detailed inspection. As part of the refurbishment we renewed the shovels including straightening, replacing the blades and reinforcing the corners, made new bushings, reconditioned the rods and pins and modified the lubrication system. We thoroughly cleaned and recoated all reusable parts. After reassembly, the parts were checked for function, lubricated and prepared for shipment. The grab is now in a condition suitable for full operation.




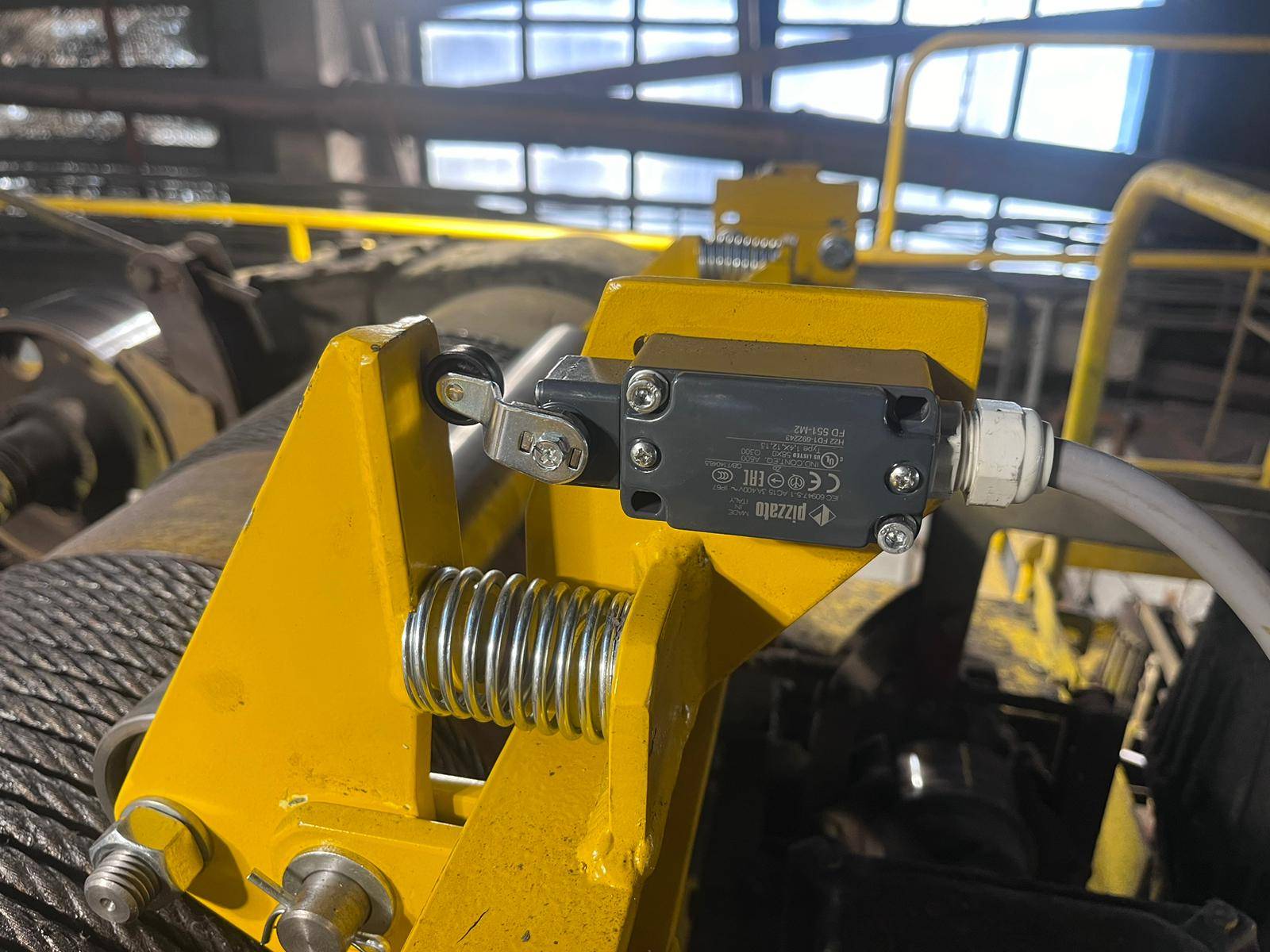
We have completed an extensive modification of the lifting system, which included the structural design, manufacture and installation of new safety elements in accordance with the requirements of the legislation. As part of the project, we carried out a detailed technical analysis, static calculations and inspection of the lifting mechanism in accordance with the relevant standards. We supplied a new independent mechanical limit switch, complete rope skip protection from the drum and modified the sheave including the installation of a new hook with locking. The implementation also included mechanical and electrical installation, completion of documentation and revisions.